
Laser Welding • Electron Beam Welding • Machining • Supply Chain Management • Resistance Welding
ENGAGE. INNOVATE. DELIVER.
OUR COMMITMENT TO YOU.
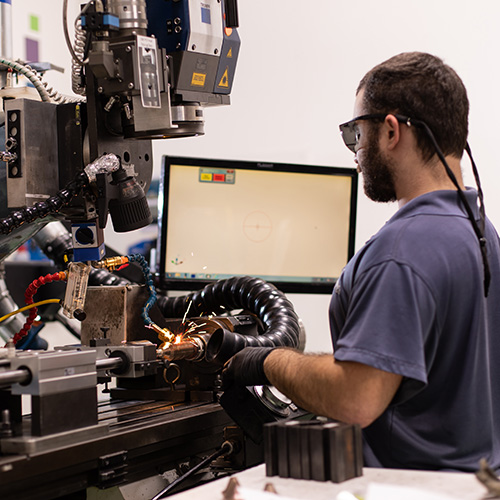
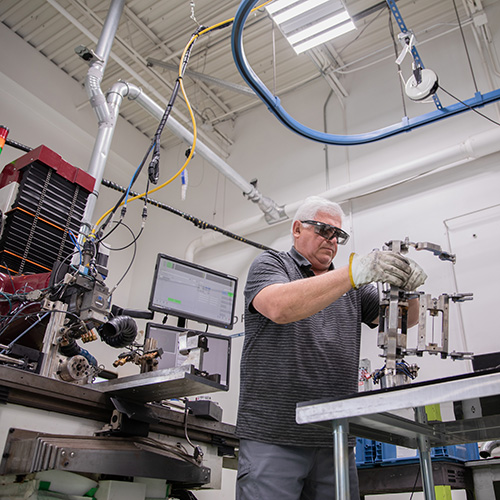
Using state-of-the-art technology and equipment, Joining Technologies develops truly innovative, high-quality welding solutions for industries nationwide — including aerospace, medical devices, automotive, energy and national defense.
When you trust your manufacturing project to Joining Technologies, your components and assemblies will be delivered on time and per specification.
Our professional teams located in East Granby, CT, USA are passionate about their work. We work in partnership with our customers to deliver successful outcomes for every project, whether it calls for precision laser welding, seamless supply chain managing or our full service machine shop.
Our specialists earn their reputations day-by-day as the most knowledgeable, efficient and professional in the industry. All along the way, we’ll guide you through the process. That means providing expert advice and selecting the best materials for the job. It means considering your customized tooling options and developing a prototype… guiding you all the way through full-scale production.
What our customers are saying:
Precision Laser Welding, Electron Beam Welding, Machining, Supply Chain Management, Resistance Welding, and more.
We are a leading North American provider of the latest in advanced laser welding, electron beam welding, supply chain management and machine shop services. We are guided by a powerful belief in teamwork and out-of-the-box thinking and we constantly strive to provide our customers with the highest quality and best possible service.